


攻克航空薄壁件变形难题 翔博这项技术厉害了!
发布时间:2020/04/20
近年来,具有结构完整度高、重量轻、强度高及密封性能良好的轻型薄壁件越来越多地被用在民用飞机、军用飞机以及新一代的运载火箭上。
轻型薄壁件是目前构成飞机气动外形的主要组成部分,同时也是机翼、机身的主要受力结构。能够制造出精确的轻型薄壁件是航空航天事业发展的核心技术之一。

航空航天工件的开发成本相对较高,且试制成本也不低,因此追求最大程度地保证轻型薄壁件的精准度。但由于金属残余应力的存在,轻型薄壁件在加工完毕后相对一些大型厚重构件更容易产生变形。
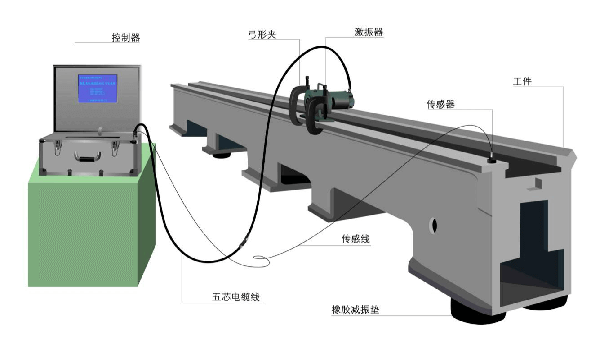
那么到底如何解决轻型薄壁件由于残余应力导致的变形、开裂问题?答案就在翔博科技的振动时效技术。
振动时效,均化残余应力
振动时效技术起源于对锤击发消除构件局部残余应力的实践摸索,最早于 1906 年由美国物理学家J.W.Stratt 提出并取得专利,发展至今仅有百余年历史 。
有别于传统热时效,振动时效的宏观机理是通过动应力与残余应力的叠加大于材料的屈服极限,是一种非热的残余应力消除与均化方法,不产生氧化皮与热变形的同时,具有能耗低、占地小、时间短,对处理材料的限制少等特点,因此具有可观的经济效益与应用价值。
从宏观上讲, 在周期性外载的作用下, 工件各部产生的交变动应力与内部的残余应力相互叠加, 在应力较高的区域, 产生了微小的塑性变形, 使残余应力的峰值下降, 改变工件原有的内应力场, 最终使工件的残余应力降低并重新分布, 在较低的应力水平下达到平衡。
从微观上讲, 振动能量的输入提高了构件内部晶体的动能, 加快了畸变晶格恢复平衡位置的速度, 引起位错密度的增加, 位错移动受阻从而强化了基体, 降低构件的微观残余应力, 提高工件的抗变形能力及尺寸稳定性。
基于此,翔博科技自主研发了两项振动时效技术:频谱谐波时效与模态宽频时效,而这两大时效技术,分别应用于不同的场景。
大中型构件去应力,选择频谱谐波时效
频谱谐波时效主要应用于大中型构件,时效应用面广,通过傅立叶分析法进行频谱分析,无需扫描,不论工件大小、频率刚性高低、材料特性,均不受激振器的转速范围限制。
当工件过大、刚性太强时,选用频谱谐波时效进行应力消除,效果显著。由于该技术不依赖操作者的技能与经验,不同操作者使用该设备都可达到恒定的处理效果,并且节能环保。
轻型薄壁件去应力,首选模态宽频时效
频谱谐波时效虽有诸多优势,但轻型薄壁件就如同它的名字一样,“轻”、“薄”,经不起一般的时效技术的考验。

基于此,翔博科技研发出了新型时效技术——模态宽频时效,它采用高频率、低动应力振动加速零件的自然时效进程,使零件内部残余应力降低并达到稳定状态,对于减少应力集中降低开裂失效风险、提高零件的加工尺寸精度和尺寸稳定性具有积极作用。
模态宽频时效因其高频率、动应力低的特点,对零件本身基本不产生直接影响,能够应用于解决小型、轻型薄壁工件去应力难题,主要应用于航空、航天、兵器、交通、能源、电子、通信行业等领域。

模态宽频时效处理案例
盘环、机匣类零件是航空发动机中的重要组成部分,其材料多采用钛合金、镍基高温合金等难加工的高性能材料,进入切削加工前的毛坯多为盘形或环形,且通过锻造、轧制等工艺成型。
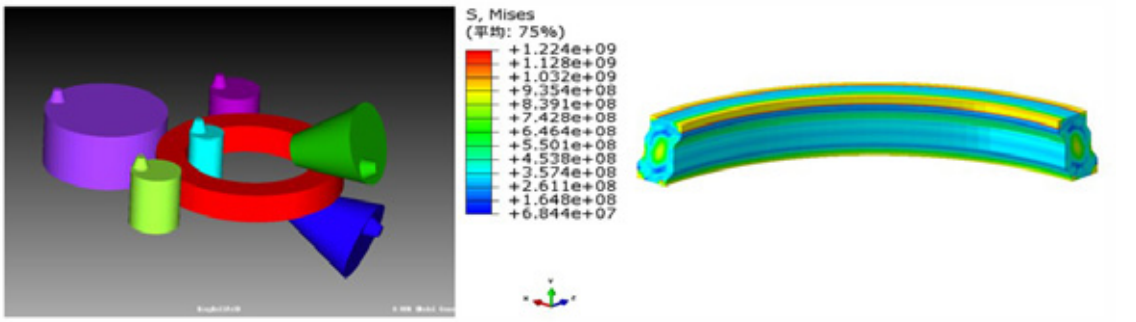
图1:环形试件轧制仿真(左)及残余应力预测结果
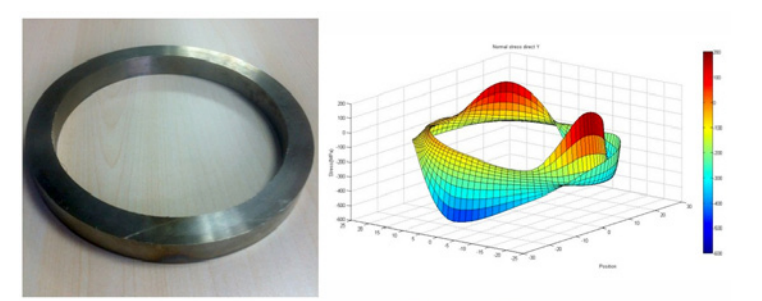
图 2 高温合金环形试件(左)及其初始残余应力检测云图(右)
图 2是毛坯状态下的镍基高温合金小尺寸工艺试验件,在锻造及热处理过程中获得高强度高韧性的同时,也造成毛坯中产生较大的内应力(如图 1),在后续切削加工过程中,由于残余应力的释放会发生加工变形,从而影响其结构精度。本项目首先通过后台的仿真与检测支持,预测初始残余应力的并定位时效目标(图 1),进而应用模态宽频定位时效技术,对该试件的残余应力进行消除与均化,通过 X 射线无损检测,对上述时效工艺处理效果进行量化评价。
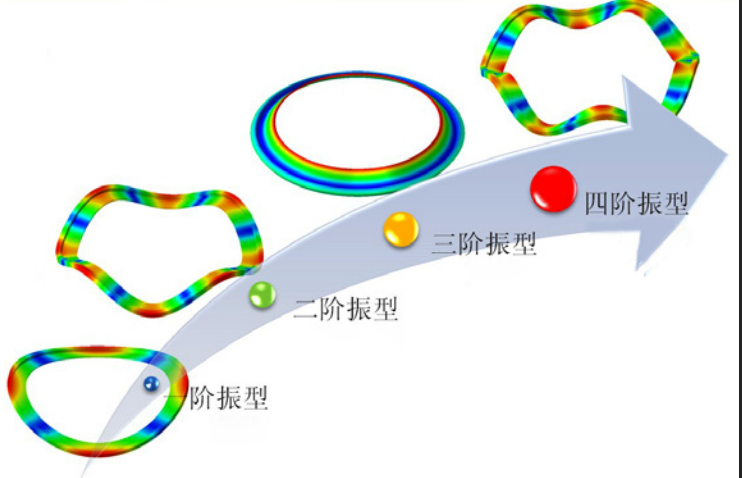
图 3 环形试件各阶模态振型的动应力分布
由图3 可以看出,较宽频段激发应力可以得到更高的时效效果。模态宽频定位时效后残余应力的检测结果如图 4 :
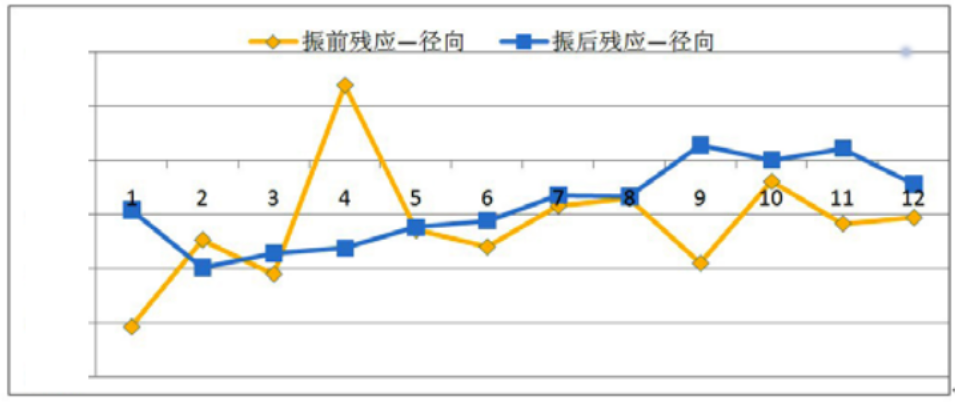
图 4 模态宽频定位时效前后试件测 点径向余应力变化对比图
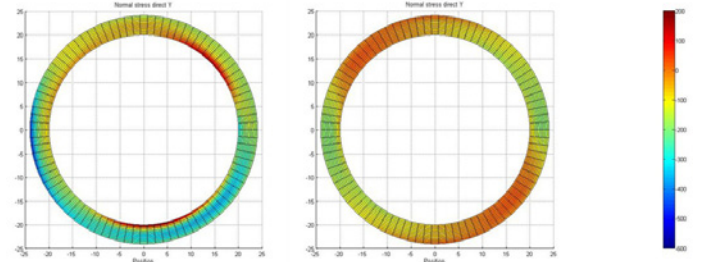
图 5 模态宽频定位时效前(左)后(右)残余应力云图对比
环形试件 90°方向(径向)残余应力是引起挡板加工变形的主要因素,振动前后径向残余应力下降率为 34.89%,应力均化度为49.11%,达到了预期的时效目标见图5。
经过理论分析、工艺试验和应用实践,充分显示了新一代模态宽频定位时效技术的优势,针对航空航天等高端制造业的轻型薄壁件加工变形问题,很大程度上可以替代常规的热处理时效工艺,对于铝合金及非时效强化型合金优势尤为明显。
事实证明,面对高端制造业情形薄壁件的加工难题,必须坚持对原有残余应力控制技术的持续改进与更形,结合新兴的残余应力仿真与预测以及残余应力无损检测技术,从多维度、深层次的解决上述残余应力及其变形问题,该套方法及其解决方案在航空、航天器结构和机构研制中具有很好的推广价值。








