机床为什么要释放应力?
发布时间:2020/04/13
在机床行业内一直有种说法,就是机床需要释放应力,而且越是高精密的机床就越要注意应力的释放。那么,为什么要释放应力?如果释放要释放多久?怎么释放应力才好等一系列关于机床应力的问题,不要着急,且随文章慢慢来看。
应力是什么?
物体由于外因(受力、湿度、温度场变化等)而变形时,在物体内各部分之间产生相互作用的内力,以抵抗这种外因的作用,并试图使物体从变形后的位置恢复到变形前的位置。
机床所需要释放的应力全称是机械应力,是床身等构件在热成型加工中产生的。由于机床高精密加工精度需要达到微米甚至纳米级,这种在铸造中产生的内应力带来的形变误差是不能接受的,所以机床需要释放应力。
简单来说就是机床相关构件在热加工当中会产生应力,这种应力会导致构件产生一定的形变,而这种形变会影响到机床的精度,所以越是高精密的机床就越需要释放应力,以此来保证机床的精度和稳定性。
机床应力释放要多久?
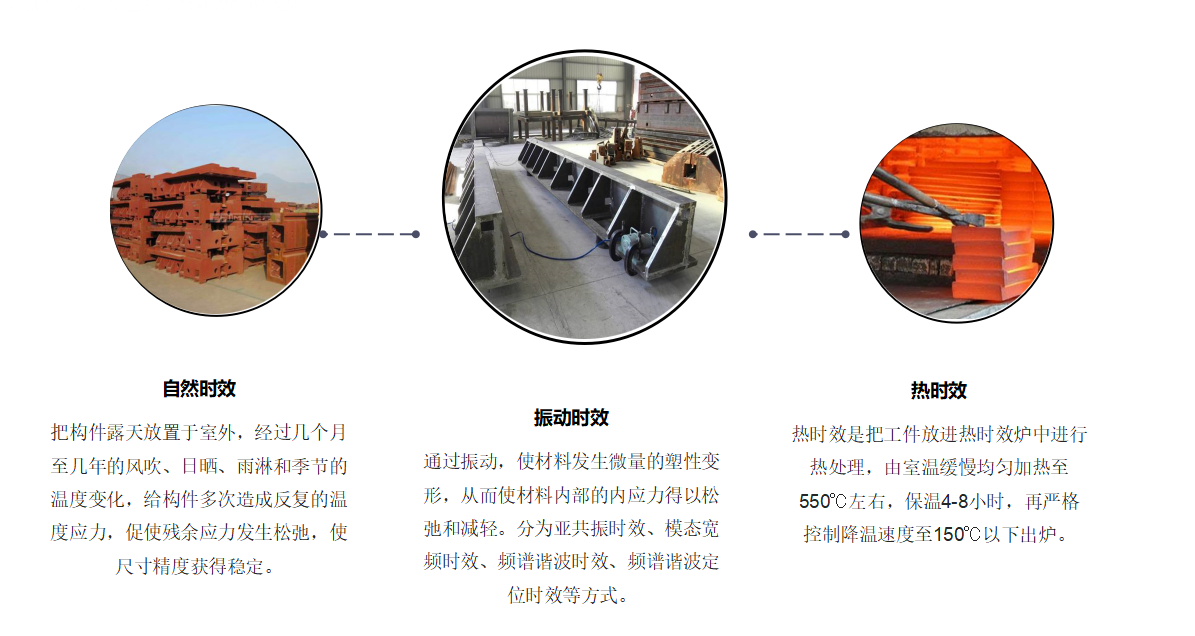
机床释放应力一般采用静置的方法,一些机床厂家为了充分释放应力,会将铸件沉入海底或埋入地底,这种方法称之为自然时效。
那么机床应力要释放多久呢?
在网上搜索资料的时候,五花八门的答案看得人眼花缭乱,小到几个月,大到七八年,各种答案是应有尽有。在查阅了一些专业论文后,答案是应力释放根据金属构件的不同,再考虑到体积、形状等因素,大致需要几个月到几年不等。
怎么释放应力?
自然时效由于时间成本高、占地广等劣势,目前被厂家采用得越来越少。随着技术的进步,现在应力的释放的方法越来越多,时间也越来越短。
一般来说,高精密的机床会采用大理石等不易产生应力的材料做床身。而采用金属材料的机床现在也会采用喷丸、振动、滚压等方法去除应力。
其中喷丸是使用丸粒轰击工件表面并植入残余压应力;振动是采用振动器与工件形成共振来消除应力;滚压则是通过一些滚压工具向工件表面施加压力来达到消除应力的目的。
除此之外,通过热时效、爆炸法、热冲击时效法、声波时效法等方法也可以消除应力。
相对以上提到的几种时效方法,振动时效更加适用于机床应力释放。振动时效是利用机械共振的方法消除或均化金属结构在铸造、锻压、焊接和切削等机械加工后所产生的残余应力。它通过向工件施加一定大小和频率激振力的方式给工件传递能量,使工件发生微小或宏观塑性应变来匀化和消除残余应力。
频谱谐波时效节能减排 降低企业成本
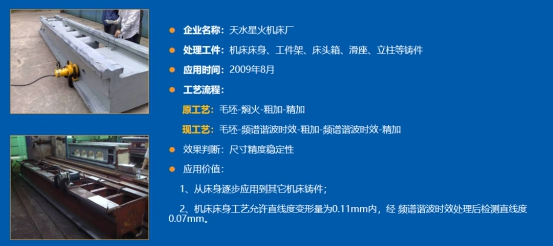
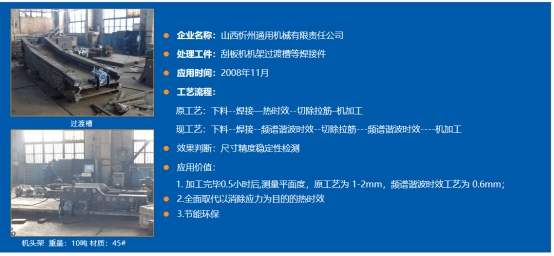
翔博科技自主研发的频谱谐波时效,就是振动时效的一种。该技术在消除应力方面完全可以取代自然时效、热时效、亚共振时效这三种方法,可达到多维消除应力,提高金属工件抗动、静载能力,抗变形能力,稳定尺寸精度的目的。
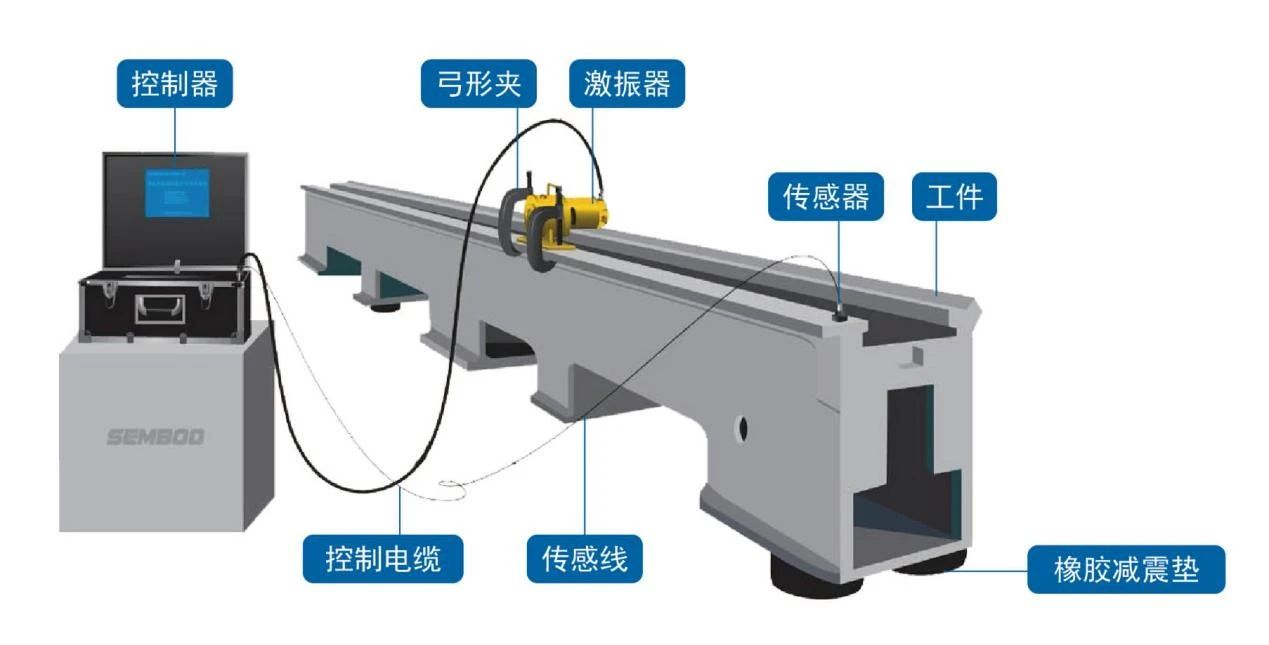
谱谐波时效使用傅里叶分析方法,不论工件大小、频率刚性高低、材料特性,均能不受激振器的转速范围限制,系统自动优选出至少5个最佳谐振频率进行处理,解决了超出激动器转速范围的高刚性、高固有频率的工件的处理难题。
目前,频谱谐波时效技术解决了振动消除应力技术起源几十年未解决的障碍性难题,可逐步取代以消除应力为目的的热时效,并且在确保品质的前提下,可节约成本90%以上,节约能源95%以上。
除开节能减排等优点,由于频谱谐波时效设备的操作不依赖操作者的技能与经验,不同操作者使用该设备都可达到恒定的处理效果,因此被客户接受,目前已广泛运用于大中型机械企业。