


田湾核电站发现八条缺陷焊缝,焊接裂纹如何做到可防可控?
发布时间:2020/06/24
田湾核电站发现八条缺陷焊缝,事件还原
6月12日,国家核安全局官网显示,5月4日,田湾核电站1号机组换料大修期间,机组处于冷停堆状态。营运单位在对低压安注系统焊缝进行渗透在役检查时,发现低压安注系统其中一条管道焊缝存在渗透线性显示,按照在役检查验收准则,为超标缺陷。
发现缺陷后,营运单位按照在役检查大纲要求,对1号机组所有同种类型焊缝进行渗透扩检,共检查367条焊缝,累计发现8条焊缝存在超标缺陷显示,焊缝均位于低压安注系统上。
事件发生后,相关公司开展了原因分析,初步判断本事件原因为焊接热裂纹,是在工厂制造过程中产生并在运行过程中逐渐扩展被检出。
之后,该公司编制了《田湾核电站低压安注系统管道焊缝补焊工艺方案》,并按方案开展缺陷处理。
焊接热裂纹是如何形成的?
该事件中,所幸反应堆各道屏障完整,无放射性物质对外释放,但焊接热裂纹却不得不引起重视。
热裂纹又叫“结晶裂纹”。焊接过程中,由于焊接熔池在结晶过程中存在着偏析现象,低熔点共晶和杂质在结晶过程中以液态间层形式存在从而形成偏析,凝固以后强度也较低,当焊接应力足够大时,就会将液态间层或刚凝固不久的固态金属拉开形成裂纹。

热裂纹的产生示意图
此外,如果母材的晶界上也存在有低熔点共晶和杂质,当焊接拉应力足够大时,也会被拉开。总之,热裂纹的产生是冶金因素和力学因素共同作用的结果。
如何预防焊接热裂纹?
热裂纹形成的影响因素很多,因此想要预防,需要从选材及焊接工艺入手。
1、选材
焊缝金属中的C、S、P含量越高,特别是S含量高时,越容易形成热裂纹。
碳钢和低合金钢由于含碳当量低,且含有对防热裂纹有利的Mn,故这类钢的热裂倾向均较小,一般不会产生热裂纹。但当钢的成分不均,偏析严重而使局部C、S、P含量过高,或焊接材料中S、P杂质偏高时,焊缝金属中有可能产生热裂纹。实际生产中曾经出现过这样的情况,后经严格限制S、P才得以防止。

焊接热裂纹
2、焊接工艺
工艺因素方面工艺方面主要是焊接规范、预热、接头形式和焊接顺序等,用工艺方法主要是改善焊接时的应力从而防止结晶裂纹。
焊接工艺及规范
经过实践证明,适当增加焊接线能量和提高预热温度,可以减小焊缝金属的应变率,从而降低结晶裂纹的倾向。
接头形式
焊接接头形式不同,将影响接头的受力状态,结晶条件和热的分布等,因而结晶裂纹的倾向也不同,在设计和施工时应特别注意,如表面堆焊和熔深较浅的对接焊缝抗裂性较高,熔深较大的对接和各种角接、搭接、t型接头和外角接焊缝抗裂性较差,因为这些焊缝所承受得应力正好作用在焊缝的结晶面上,而这个面是晶粒之间联系较差,杂质聚集的地方,故易于引起裂纹。
对于厚板焊接结构,施工时常用多层焊,裂纹倾向比单层焊有所缓和,但对各层的熔深应注意控制。
焊接技术
接头处尽量避免应力集中(错边、咬肉、未焊透等),也是降低裂纹倾向的有效方法。
焊接次序
施工时焊接次序是很重要的,同样的焊接方法和焊接材料,焊接次序不同,具有不同的结晶裂纹倾向。
总的原则是尽量使大多数焊缝能在较小刚度条件下焊接,使焊缝的受力较小。例如,锅炉板与管束的焊接,采用同心圆式和平行线式都不利于应力疏散,只有采用放射交叉式的焊接次序才能分散应力。
在一般情况下,尽可能采用对称施焊,以利分散应力,减小裂纹倾向。
数字化仿真 让工艺缺陷可防可控
由上文可见,预防焊接热裂纹,很大程度上要依赖工艺措施的改进。在这方面,通过数字化仿真,工艺上的缺陷是可仿可防的:基于工艺过程可视化物理模型建立工艺与质量的因果模型,在工艺系统级及参数级进行多学科复合优化,从而提高工艺可靠性。
仿真过程中,还可结合应力检测得出的数据,分析哪个工艺环节导致应力集中,并对此制定可靠的工艺流程,优化工艺方案。相较于试错式工艺改进的一次次实物实验,基于CAE仿真技术的工艺优化方法更高效、更经济。
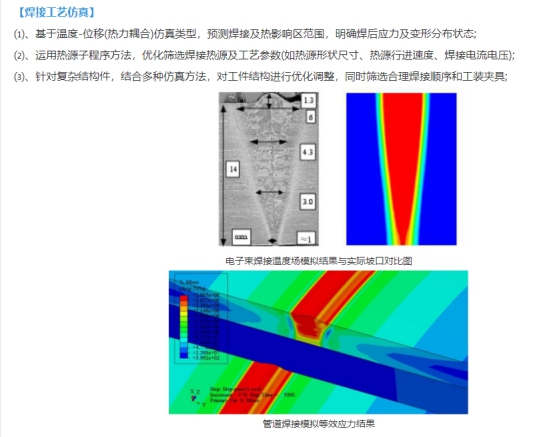
(北京翔博科技焊接工艺仿真服务)








