

How to eliminate and homogenize residual stress?
发布时间:2019/12/11
In the process of machining, residual stress is widespread, which seriously affects the machining accuracy, dimensional stability, static strength, fatigue strength and even causes corrosion cracking.However, it is often ignored because of its poor intuitive and difficult to detect.
In fact, the existence of residual stress is easy to cause sudden damage and the consequences are often very serious, especially when it exists in the bearing and rotating parts, it may bring about major accidents.The study of residual stress has a positive effect on avoiding its harm, prolonging the service life of workpieces and shortening the manufacturing cost of enterprises.In this paper, the mechanism of residual stress in cutting process is discussed, and the detection and control methods of residual stress are explained for readers' reference.
What is the residual stress?
First of all, it is an official definition: residual stress refers to the effect and influence of various factors such as processes during the manufacturing process of the workpiece. When these factors disappear, if the above-mentioned effect and influence on the component cannot disappear with them completely, and there are still some effects and influences remaining in the component, then the residual effect and influence is the residual stress.
The harm of residual stress
Various engineering materials and components will produce different degrees of residual stress in the process of blank preparation, part processing, heat treatment and assembly.
The residual stress will cause the object to deform slowly, resulting in the unqualified size of the machined workpiece, the loss of accuracy of the whole instrument in the production of the instrument, and the cracks and even fractures of the casting and forging workpiece. At the same time, it has a very important impact on its fatigue strength, stress corrosion resistance, dimensional stability and service life.Take a few pictures to see the destructive force of residual stress.


Metal fracture during quenching


The workpiece breaks when the casting cools
Causes of residual stress
Generally speaking, the causes of residual stress can be divided into three categories.
The first is the inhomogeneous plastic deformation, the second is the inhomogeneous temperature change, and the third is the inhomogeneous phase transformation.
The generation of residual stress in cutting process is related to the plastic deformation caused by mechanical stress and the plastic deformation caused by thermal stress.
(1) Residual stress caused by mechanical stress.
In the process of cutting workpiece materials, the triangle area in front of the tool tip will generate compression plastic deformation along the cutting direction and tensile plastic deformation (Plastic Bulge effect) perpendicular to the cutting surface direction as the tool moves, as shown in the figure.Therefore, there will be tensile residual stress along the direction of the cutting surface.At the same time, the back face of the tool will further extrude and rub the machined surface, which will cause plastic elongation of the surface and generate compressive residual stress along the surface direction.The residual stress produced by the mechanical stress in the actual machining process is the superposition of the plastic protrusion effect in front of the tool contact point and the calendering effect behind the tool contact point.
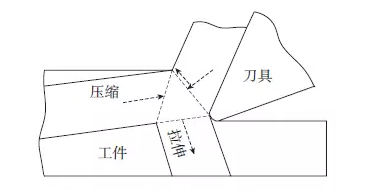

Forming diagram of Plastic Bulge effect
(2) Residual stress caused by thermal stress.
In the process of metal cutting, a lot of heat will be produced in the three deformation areas due to the existence of friction and plastic deformation.It is difficult to release the heat in time, which leads to the thermal expansion of the workpiece surface.However, the expansion behavior of the surface will be bound by the matrix, resulting in compressive plastic deformation.When the workpiece is cooled to room temperature, the surface layer of compression plastic deformation will form tensile residual stress on the workpiece surface.The above situation does not include the phase transformation that may occur in the process of heating and cooling.If the heat generated in the cutting process reaches the transformation temperature of the workpiece material, the surface material of the workpiece will change its volume during the cooling process, and finally generate residual stress on the surface of the workpiece.
In the actual machining process, the final residual stress state of the workpiece surface is the superposition of the above situations.Generally, if the cutting speed is low, the cooling condition is good, and the cutting temperature is not too high, the mechanical stress will play a leading role in the generation and properties of residual stress.When the cutting speed is higher and the cutting temperature is also higher, the thermoplastic deformation of the workpiece surface will play a leading role.When the cutting speed increases further and the cutting temperature reaches a certain value, the phase transformation of the workpiece material will play a leading role in the final residual stress properties of the workpiece surface.It can be seen that the generation of residual stress is a very complex process in the cutting process, which is closely related to the thermal coupling in the cutting process.
How to measure the residual stress?
There are many testing methods for residual stress. According to whether the testing process causes damage to the tested components, it can be divided into destructive testing method and non-destructive testing method.
1. Damage detection method
The damage detection method can be divided into drilling method, indentation method, ring center method, groove method, strip method, etc. the most common method is drilling method (also known as blind hole method), which is a relatively less destructive detection method for components.During the operation, a small hole is drilled on the surface of the component with residual stress to release the residual stress at the small hole, and then the corresponding displacement and strain are measured by the strain gauge pasted on the adjacent area of the hole. Finally, the average residual stress value in the depth direction of the hole can be obtained by calculation.
The drilling method needs local sampling of the object to be tested, and the damage is irreversible after the test. It is generally applicable to rod or tube objects.But because of the defect that it will cause damage to the tested parts, its application scope and development prospect are seriously restricted.
2. Nondestructive testing
The nondestructive testing method of residual stress can be divided into X-ray method, magnetic method and ultrasonic method. It mainly uses physical optics and nuclear physics technology to measure the change of physical constant (such as lattice constant) in the stress field, and indirectly calculates the residual stress value in the object.
X-ray diffraction method is recognized as the most accurate, reliable, convenient and fast method for nondestructive testing of residual stress. The most important thing is that it will not cause any damage and damage to the tested workpiece. Therefore, this paper focuses on the X-ray method.

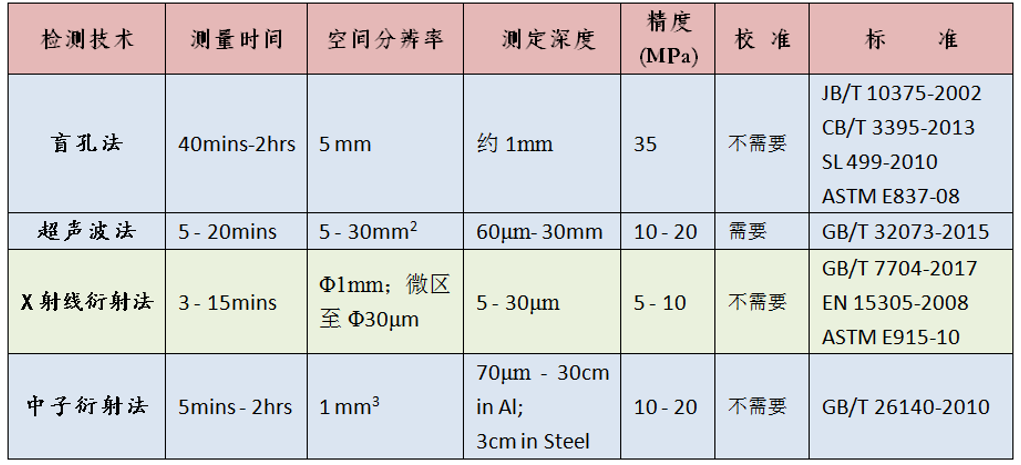
Comparison of various detection technologies
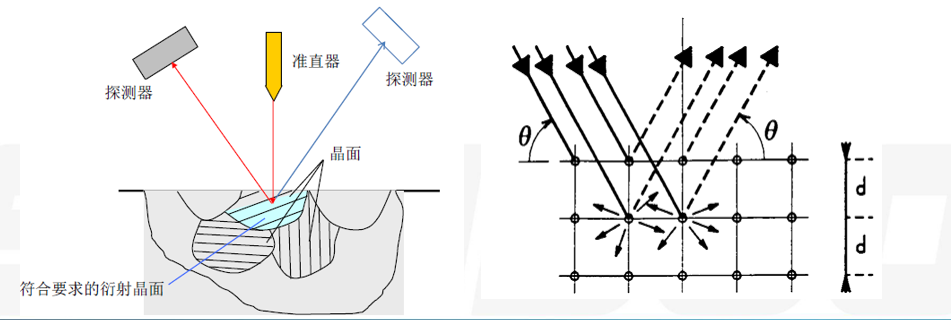
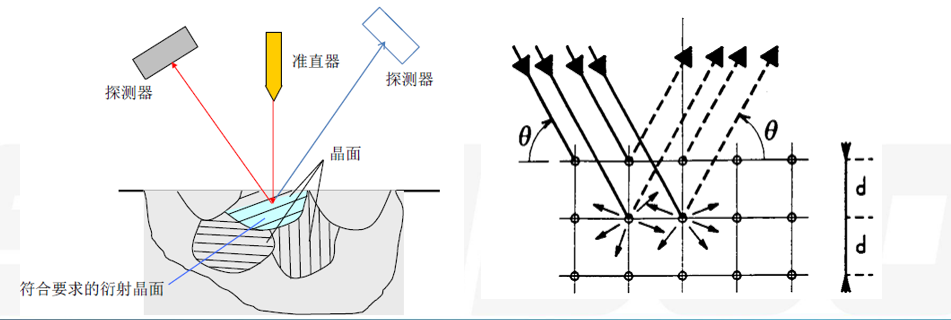
The measurement of residual stress by X-ray diffraction is based on the theory of X-ray diffraction.When a beam of X-ray with a wavelength of λ irradiates on the crystal surface, it will receive the peak of X-ray reflected light at a specific angle (2 θ), which is the X-ray diffraction phenomenon.Among them, the diffraction angle 2 θ, the wavelength λ of the X-ray and the distance D of the diffraction crystal face follow the famous Bragg Law: 2dsin Ɵ = n λ.

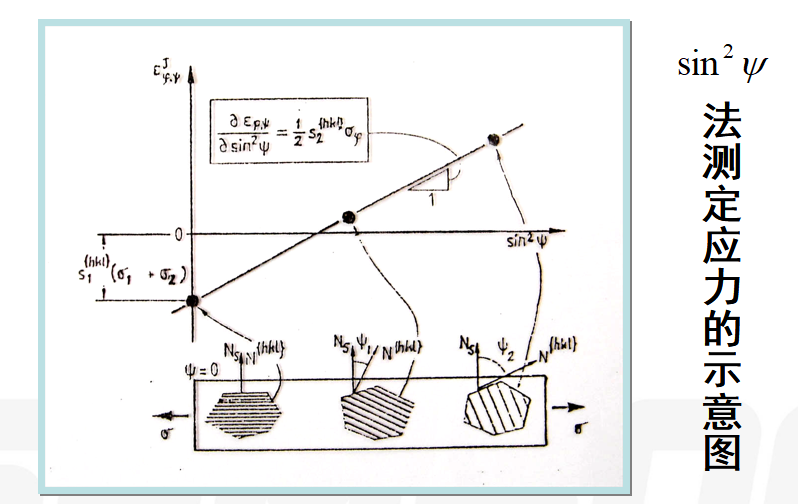
In the formula, K is the elastic constant. When the wavelength of the incoming ray is selected (λ is fixed), the distance between the crystal faces under stress can be obtained from the Bragg equation by measuring the diffraction angle θ, and then the corresponding residual stress value can be obtained.It should be pointed out that because the crystal is anisotropic, the elastic constant K and the macroscopic elastic modulus E are different. The elastic constant K should be calculated according to the selected diffractive crystal surface.
1961 In, German scholar macherauch put forward the sin 2 ψ method to measure the two-dimensional residual stress based on elastic theory and Bragg equation

According to the geometric relationship between ψ plane and 2 θ scanning plane of goniometer, it can be divided into two kinds of testing methods: the same tilt method and the side tilt method to accurately detect the surface stress of workpiece.
Method of eliminating residual stress
Residual stress is very harmful to components, so it is necessary to control and eliminate residual stress.Generally speaking, there are several ways to eliminate residual stress:
1. Natural aging
Natural aging is a method to stabilize the dimensional accuracy of parts by exposing them outdoors for months or even years.Although this aging method has the advantages of pollution-free and stable casting size accuracy, it takes a long time, covers a wide area and needs rust removal in the later stage.
2. Thermal aging
Thermal aging is to put the workpiece into the thermal aging furnace for heat treatment, slowly and evenly heating from room temperature to about 550 ℃, holding for 4-8 hours, and then strictly control the cooling rate to below 150 ℃.Heat aging treatment is widely used, but it also has many disadvantages, such as time-consuming, energy consumption, serious pollution, high cost, size limitation of workpiece and so on.
3. Vibration aging method
Vibration aging is to eliminate or homogenize the residual stress of metal structure after casting, forging, welding and cutting by means of mechanical resonance.It transfers energy to the workpiece by applying a certain amount and frequency of exciting force to the workpiece, making the workpiece produce small or macro plastic strain to homogenize and eliminate the residual stress.Vibration aging method can not only eliminate the residual stress in the workpiece, but also has the advantages of simple equipment, energy saving, environmental protection and high efficiency of eliminating residual stress.
4. Acoustic time effect method
At first, ultrasonic time effect method was born in the former Soviet Union and popularized in developed countries. At first, this method was mainly used in the military fields such as ships, nuclear submarines, aerospace and so on, which are very strict for stress relief.However, the ultrasonic method can only solve the stress problem in a certain depth of the component surface, so the application environment is relatively narrow, and the cost is quite high.
5, other methods of explosion, pressing, hammering, shot peening, rolling, etc.Shot peening is an effective and widely used method to strengthen parts. While shot peening, it also changes the state and distribution of surface residual stress, and the residual compressive stress produced by shot peening is an important factor in the strengthening mechanism.
Conclusion:
Residual stress is an important cause of deformation, fracture and fatigue life of workpieces. In order to ensure the qualified rate and precision of workpieces production, it is necessary to detect residual stress.X-ray residual stress detection method is the most convenient, reliable and effective one among the widely used residual stress detection methods.Therefore, X-ray diffraction should be the main method of residual stress detection.
At the same time, once the residual stress value is too high or uneven, the corresponding aging should be used to eliminate or homogenize.Among all the aging methods, the vibration aging method is obviously superior to other methods in economy, environmental protection and elimination efficiency, which deserves special attention.








