


残余应力消除 振动时效与热时效孰优孰劣?
发布时间:2021/10/25
一、消除残余应力的必要性
残余应力的产生
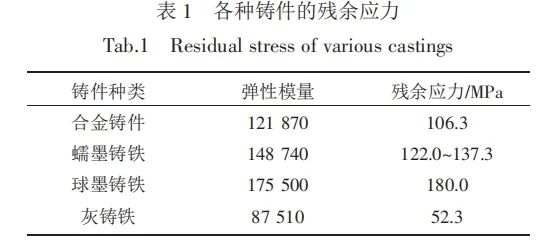
铸件在凝固过程中,由于不均匀冷却(主要在700~400℃)而产生残余应力。残余应力主要由相变应力、热应力(温度应力)和收缩应力三部分构成。热应力是铸造残余应力的主体,其大小决定了铸件的残余应力值。
各种铸件的残余应力如表1所示。一般来说,随着铸铁强度的提高,残余应力也会增高。
残余应力的危害
残余应力的危害主要有两个方面:(1)根据铸件结构的不同,铸造过程中引起的残余应力会使铸件产生扭转、弯曲等不规则的变形。同时,在进行切削加工时,原有的应力平衡被破坏,应力重新分布,导致铸件产生变形,难于保证加工精度。(2)这些应力残留在机体内,随时间发生松弛和再分布,就会使机体产生变形甚至裂纹。
二、消除残余应力的主要方法
工程上最有效地消除应力的工艺方法为时效处理。时效处理领域,除了传统的自然时效和热时效处理外,目前应用较广的是振动时效处理,另外还有热冲击时效、爆炸时效等处理工艺也在不断发展当中。
自然时效虽在残余应力释放的过程中不会降低铸件的力学性能,但因其工艺周期长且占地面积大等缺点已较少使用。为此,本文仅对热时效处理和振动时效处理进行比较介绍。
热时效处理的特点
热时效处理一般分为燃煤炉处理、燃油炉处理或电炉处理。其原理是将金属结构件加热到一定温度,保温后控制降温,达到消除残余应力的目的,并保证加工精度和防止裂纹产生。其优点是可大幅度降低残余应力,若炉温均匀,严格控制升、降温度,可消除 50%~70%的残余应力。
热时效能适当降低铸件硬度,对需要加工的铸件有软化的作用,这是振动时效做不到的。缺点是设备需根据铸件尺寸设计炉膛,不利于大型、长型铸件的处理;工艺耗能大,因使用的燃料多为煤气和原煤,对环境造成较大污染;而且相对占地面积较多。
振动时效处理的特点
振动时效在国外的应用已极其普遍,我国从上世纪 70 年代开始采用。当附加应力与残余应力叠加后,达到或超过材料的屈服极限时,工件发生微观或宏观的塑性变形,从而达到降低和均化残余应力的目的。
目前对振动时效机理达成的共识是:从宏观角度分析,振动使工件发生塑性变形,降低和均化其残余应力,从而提高材料的抗变形能力,这是导致工件尺寸稳定的基本原因。从微观角度分析,残余应力的本质是由位错引起的。振动一定时间后,由于位错缠结,金属组织变化趋于稳定。
与热时效和自然时效相比,振动时效的优点是能耗低、污染小,能够提供较好的劳动条件;生产周期短;投资小、维修费用低;设备占地少,易于实现自动化;工件无须清理氧化皮,并保持原有的金属光泽。
三、工艺过程、成本及环保情况对比
热时效处理工艺情况
热时效处理工艺一般是将铸件开箱、冷却到室温后去除浇冒口、型芯和砂芯、打磨去披缝,再放入热处理炉中加热至 500~550 ℃保温进行时效处理,周期一般约为 24 h,工艺路线如图 1 所示。
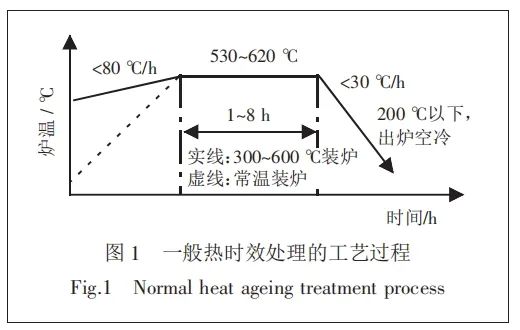
热时效处理最重要的工艺参数是温度,但具体工艺还与铸件的厚度、加热速度、保温时间、冷却速度等有关。从消除应力考虑,加热温度高一些为好;但从保证铸件力学性能,防止渗碳体的球化和石墨化角度看,加热温度应低一些,一般选取 500~550 ℃。
该工艺的设备造价约为 4000 元/m3 左右,年维护费用为 300~400 元/m3,所消耗的油、电、煤气和原煤折合标准煤约为 140~240 kg/t,需人工约 2~3 工时/t,加上运输、其它辅助工作(如去除氧化皮等),铸件的处理费用约为400~600 元/t。
振动时效工艺情况
振动时效处理是将一个具有偏心重块的电机系统(称做激振器)安放在构件上,并将铸件用橡胶减震垫等弹性物体支撑,如图 3 所示。
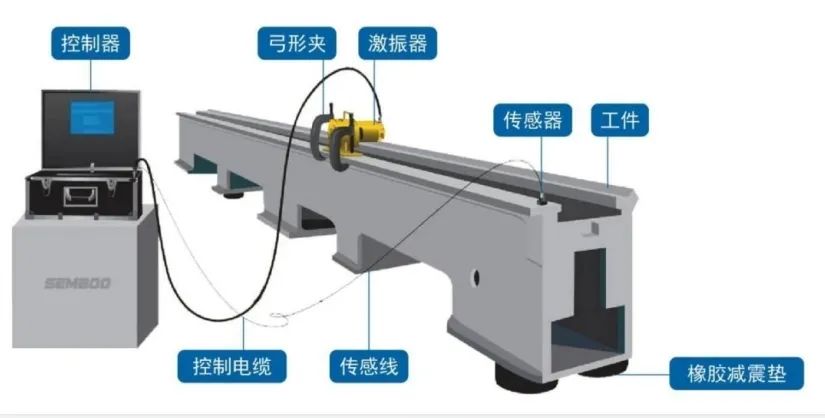
(图为北京翔博科技自主研发的频谱谐波时效设备)
通过控制器启动电机并调节其转速,使构件处于共振状态,经一定时间的振动处理即可达到调整残余应力的目的。耗能为热时效处理的 1%~2%,需人工 0.1~ 0.2 工时/t。
目前,频谱谐波时效设备通过对铸件进行频谱分析找出铸件的几十种谐波频率,在几十种谐波频率中优选出对消除铸件残余应力效果最佳的 5 种不同振型的谐波频率进行时效处理,达到多维消除应力提高尺寸精度稳定性的目的。因处理的转速经过优化,可解决传统共振设备噪音大的问题,并可广泛应用于各种铸件。
从成本角度,热时效燃料多数使用电或天然气,每天开炉一次,热时效成本在3000元以上,每年按照300天计算,年热时效成本将近100万元。
不仅如此,热时效还存在污染问题,如来源于普遍存在的火电,燃烧产生的烟气、粉尘、炉渣等造成二次污染。
据保守估测,如果国内20%左右的机械制造企业采用振动时效代替热时效,每年可减少CO2排放量1000多万吨;减少SO2排放量120多万吨和其他大量有害气体的排放。
国内外大量的应用实例证明,去除、均化残余应力,振动时效在高效、节能、环保等方面,其能耗降低约95%,时效成本降低约90%。
总结
热时效处理与振动时效处理仍是目前消除残余应力的主要途径。热时效处理虽能耗高、污染重,但因现有企业拥有较多、应用时间长等因素,很多企业仍在使用。不过从长远来看,近年来国家提倡“碳达峰”、“碳中和”,从节能、降耗、减排的绿色发展趋势来看,振动时效能耗仅为热时效的 1%~5%,且环境污染小,未来会被越来越多企业采用。
如您有了解更多振动时效技术,或者想要获得残余应力消除服务,欢迎联系北京翔博科技。联系电话:010-62106866 田鹏 13811677138








