





制造工艺仿真服务
发布时间:2019/12/12
背景概述
无论是工业4.0还是先进制造2025,均要求制造业的工艺制定、制造环节的数字化和信息化水平有大幅提升,企业亟需具备解决问题的“核心能力”,并实现工艺制定方式的创新与升级。
为此,翔博科技构筑了基于CAE技术的多工艺连续仿真及工艺诊断能力、基于XRD技术的残余应力检测与量化评估能力,以及基于模态宽频与频谱谐波时效技术的残余应力控制能力,以及由上述三种能力构成的三位一体的“残余应力与变形控制核心能力”。
功能及特色
特色如下:
1、目的性强,不盲目:仿真与检测相结合,全面评估工件内部残余应力的分布和演化,针对性实施工艺优化与应力均化消除措施,不盲目;
2、手段科学,效果有保证:CAE仿真,深入分析工件变形的影响因素、作用机理和关键环节,科学使用工艺优化与应力均化消除措施,应力和变形控制效果更有保证;
3、 节约时间和成本:相较于试错式工艺改进的一次次实物实验,基于CAE仿真技术的工艺优化方法更高效、更经济;
4、成果丰富,附加值高:不仅帮助客户控制工件的应力与变形,还为客户呈现工件内部残余应力的分布与演化、剖析变形的成因和工艺优化的原理。
具体应用场景
【焊接工艺仿真】
⑴、基于温度-位移(热力耦合)仿真类型,预测焊接及热影响区范围,明确焊后应力及变形分布状态;
⑵、运用热源子程序方法,优化筛选焊接热源及工艺参数(如热源形状尺寸、热源行进速度、焊接电流电压);
⑶、针对复杂结构件,结合多种仿真方法,对工件结构进行优化调整,同时筛选合理焊接顺序和工装夹具;
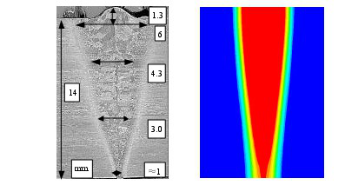
电子束焊接温度场模拟结果与实际坡口对比图
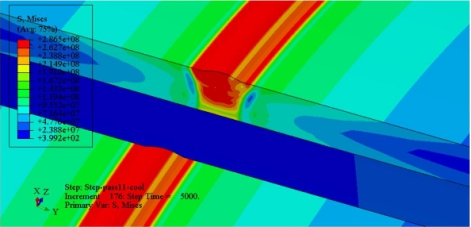
管道焊接模拟等效应力结果
【锻造工艺仿真】
(1) 冷、温、热锻的成形和热—位移耦合分析;
(2) 预测充型填充不足、折叠、飞边等缺陷;
(3) 评估成形过程中,模具磨损情况;
(4) 预测模锻力;
(5) 预测残余应力。
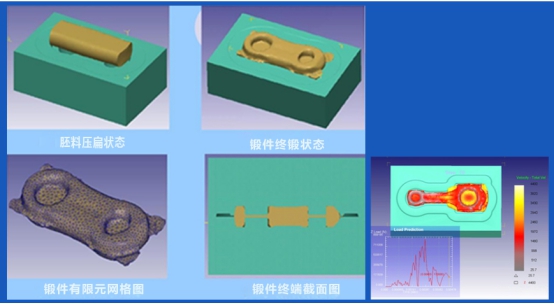
模锻案例图
【环轧工艺仿真】
(1)环件毛坯尺寸设计;
(2)已知:环件毛坯尺寸,环件成品尺寸,轧辊尺寸,若干基本的边界条件,实现:
矩形截面,盘类环件(高度/半径<1),径—轴向轧制,筒锻;
输入毛坯/成品冷态尺寸,轧制温度,自动形成热态尺寸模型;
参数化建模、自动装配;
轧制曲线自动规划(独有的轧制曲线自动规划技术)。
(3)参数输入工艺合理性检查
(4)环件成品信息统计、评价指标输出:终轧设定尺寸(热态),环件中间过程工艺参数,终轧仿真尺寸(热态),偏心量,等效塑性应变标准差(SDP),温度标准差(SDT),椭圆度(C1)
(5)输入各轧辊实际位移(或速度)曲线,模拟实际轧制工况
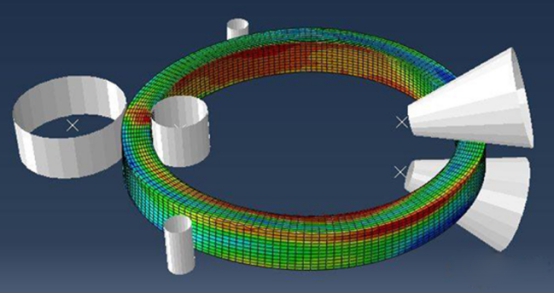
环轧仿真结果
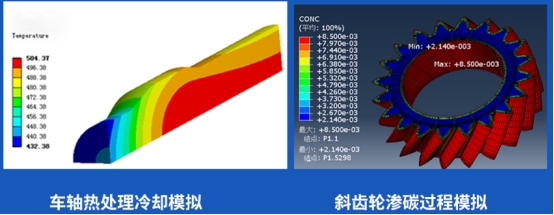
【热处理工艺仿真】
(1) 可以模拟的热处理典型工艺有:淬火、固溶、时效、渗碳、渗氮等;
(2) 采用热—位移耦合分析法,研究热处理过程中的热应力;同时,为后续制造工艺过程仿真,提供初始残余应力;
(3) 表格化实现加热、冷却过程,以适应热处理工艺的实际需要;
(4) 内置多种换热系数,以实现仿真模型的快速设置。
【喷丸强化工艺仿真】
通过对试件局部进行喷丸强化仿真,获得应力沿层深的分布曲线,通过实验设计(DOE),及回归分析优化喷丸强化工艺参数,将喷丸强化应力分布规律映射至目标工件上。从而优化喷丸强化工艺参数,评估目标工件的喷丸强化效果。
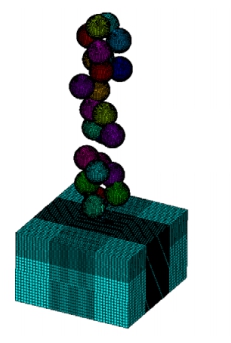
随机弹丸(干)喷丸强化有限元仿真模型
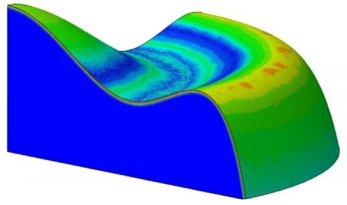
实际工件等效应力云图(应力映射后)









