

【案例】焊接残余应力仿真研究
发布时间:2021/07/26
焊接作为钢结构中的重要工艺,直接关系到工程质量的好坏、结构的安全。焊接过程中,由于高度集中的瞬时热输入,在焊接过程中和焊后将产生相当大的残余应力(焊接残余应力)和变形(焊接变形、焊接收缩、焊接翘曲)。
焊接残余应力对构件的刚度、静强度、疲劳强度、应力腐蚀开裂等都有很大的影响;焊接残余变形则严重影响了构件外形和装配精度。
在对焊接质量要求越来越高的今天,通过传统试验手段来研究影响焊接残余应力的因素,不但耗时费力,而且成本巨大。而采用有限元模拟的方法,对焊接过程进行数值模拟,认清焊接残余应力与变形的大小和分布规律,这对控制和消除焊接残余应力及变形起到了关键性的作用,对工程实践有显著意义,同时大大节约经济成本,优化工艺方案,是未来研究焊接结构件变形问题的大趋势。
有限元焊接残余应力研究与分析
本案例中构件为T型接头焊件,采用手工焊接定位,机械焊接加工方式,共有4条焊道。以往生产中全凭焊接师傅工作经验,加工损耗大,不利于高效生产。
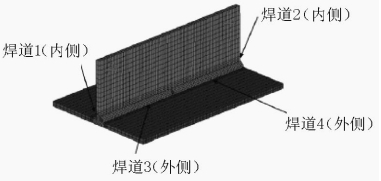
图1 4条焊道示意图
将T型接头4条焊道的焊接方向排列组合,最终得出8种工艺方案。通过对这8种焊接工艺方案的数值模拟,得出焊接工艺对于残余热应力的影响,残余应力竖直方向和水平方向的变化规律如图:
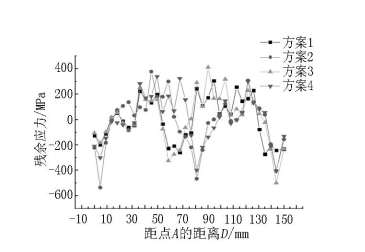
图2 残余应力在竖直方向变化规律(方案1—4)
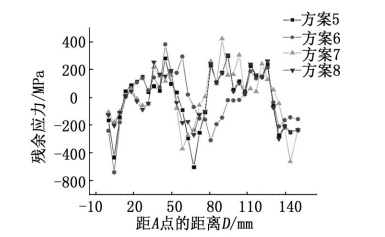
图3 残余应力在竖直方向变化规律(方案5—8)
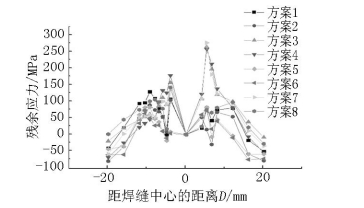
图4 残余应力在水平方向变化规律
分析结果:
从仿真结果中可以看出,最大的残余热应力并非分布与焊缝中心,而是距离中心一定距离的过热区。分析其原因是由于该区域温度梯度大,而且未发生液态金属的再结晶,因此晶粒粗大,晶格畸变后产生的内应力较大,无法短时间内恢复。
采用第3 种焊接方案时能够获得更佳的残余应力,换言之,热变形将更小,焊件接头的强度和塑性也更优。为了进一步减少焊接变形,可以在方案3 的基础上运用反变形焊接法,通过仿真分析发现,焊接变形能够降低10%以上。
结论:
通过有限元分析,最终选择适合的焊接工艺,节约了成本和制造时间,让焊接工作有了理论依据。








