大中型结构件去应力解决方案
发布时间:2019/12/12
一、应用背景
当工件过大、刚性太强时,选用频谱谐波时效进行应力消除,效果显著。频谱谐波时效应用面广,通过傅立叶分析法进行频谱分析,无需扫描,不论工件大小、频率刚性高低、材料特性,均不受激振器的转速范围限制,解决了大中型构件去应力的难题。
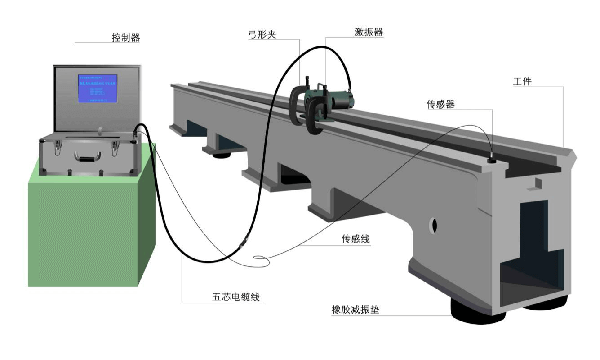
二、技术介绍
1、振动时效:
英文叫做Vibration Stress Relief,简称VSR 。以振动的形式给工件施加附加应力,当附加应力与残余应力叠加后,达到或超过材料的屈服极限时,工件发生微观或宏观塑性变形,从而降低和均化工件内的残余应力,并使其尺寸精度达到稳定。
2、传统振动时效原理:
2.1、寻找能产生共振的固有频率(亚共振设备频率范围为0~166.7Hz,机械制造业超过这个范围的高刚性、高固有频率工件有77%之多,对这些工件无法处理);
2.2、在共振频率的亚共振区对工件施加振动(操作复杂、效果不稳定:操作者需现场多次调整激振点、支撑点、传感器位置,凭经验选取振动参数,效果受操作者技能影响,很难纳入正式生产工艺);
2.3、即使找到共振频率,也只是一种振形,只能在一个方向上施加动应力,效果是有限的。
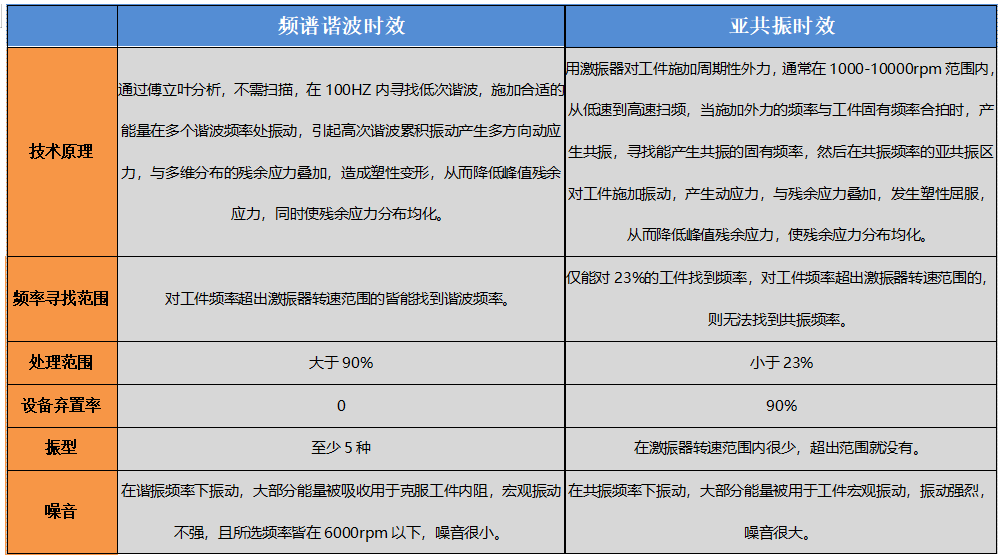
3、频谱谐波时效跟传统振动时效相比的优势:

三、技术优势
1、应用面广,特别是高刚性、高吨位、高固有频率的工件,可处理的工件拓展到90%以上。
无需扫描,通过傅立叶分析法进行频谱分析(50秒) ,不论工件大小、频率刚性高低、材料特性,均能不受激振器的转速范围限制,系统自动优选出至少5个最佳谐振频率进行处理,解决了超出激动器转速范围的高刚性、高固有频率的工件的处理难题。
2、效果显著:多振形、多方向叠加
5个谐振频率,多种振形,多个方向上叠加,效果显著。
3、不依赖操作者的技能与经验
不同操作者使用该设备都可达到恒定的处理效果,可以工艺定型。同时对激振点、支撑点没有要求,只要能够固定激振器的位置。
4、谐振频率都在100HZ以下,噪音较低。能耗低,一小时仅需要1度电,成本仅为热处理的3%-5%。
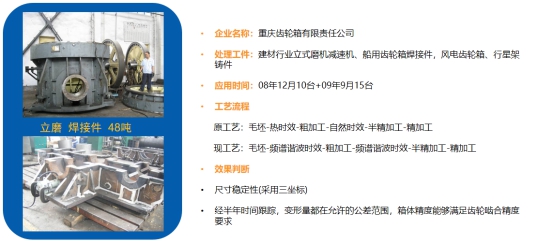
四、应用案例