


振动时效的应用及未来发展趋势
发布时间:2021/06/28
1、振动时效概述
1.1振动时效原理
振动消除应力简称VSR(VibratoryStressRelief),它是利用一受控振动能量对金属工件进行处理,达到消除工件残余应力的目的。国内外大量的应用实例证明,振动时效对稳定零件的尺寸精度具有良好的作用。然而,对于振动时效稳定尺寸精度的机理,迄今为止尚无系统的、满意的解释。
从宏观角度分析,振动时效使零件产生塑性变形,减小和均化残余应力并提高材料的抗变形能力,无疑是导致零件尺寸精度稳定的基本原因。从分析残余应力松弛和零件变形中可知,残余应力的存在及其不稳定性造成了应力松弛和再分布,使零件发生塑性变形。故通常采用热时效方法以消除和减小残余应力,特别是危险的峰值应力。
振动时效同样可以减小残余应力。零件在振动处理后残余应力通常可减小20%~30%,有时可达50%一60%,同时也可使峰值应力降低,使应力分布均化。
除残余应力值外,决定零件尺寸稳定性的另一重要因素是松弛刚性或零件抗变形能力。有时虽然零件具有较大的残余应力,但因其抗变形能力强,而不致造成大的变形。在这一方面,振动时效同样表现出明显的作用。由振动时效的加载试验结果可知,振动时效件的抗变形能力不仅高于未经时效的零件,也高于经热时效处理的零件。通过振动而使材料得到强化,使零件的尺寸精度达到稳定。
从微观方面分析,振动时效可视为一种以循环载荷的形式施加于零件上的一种附加应力。众所周知,工程上采用的材料都不是理想的弹性体,其内部存在着不同类型的微观缺陷,铸铁中更是存在着大量形状各异的切割金属机体的石墨。故而无论是钢、铸铁或其他金属,其中的微观缺陷附近都存在着不同程度的应力集中。
当受到振动时,施加于零件上的交变应力与零件中的残余应力叠加。当应力叠加的结果达到一定的数值后,在应力集中最严重的部位就会超过材料的屈服极限而发生塑性变形。这塑性变形降低了该处残余应力峰值,并强化了金属基体。而后,振动又在另一些应力集中较严重的部位上产生同样作用,直至振动附加应力与残余应力叠加的代数和不能引起任何部位的塑性变形为止,此时,振动便不再产生消除和均化残余应力及强化金属的作用。
1 · 2振动时效对材料性能的影响
振动时效对材料性能的影响在生产实践中发现,振动时效不仅可以消除工件的残余应力,而且振动时效后工件的强度指标也有很大提高。这就启发我们,对工件进行振动处理,从而使材料得到强化。
振动强化就是使工件受外部循环载荷进行受迫振动,激振力来自激振器的偏心部分。X这是一个多自由度、有阻尼系统的受迫振动问题。为了便于分析,我们将系统简化为单自由度、有阻尼系统的受迫振动来进行分析,其力学模型见图1。
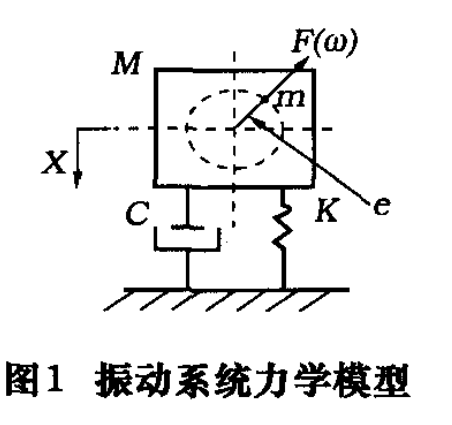
其动力学方程为

公式(2)中:m表示激振器的质量,e表示偏心距,w表示转速。可见激振力的大小随偏心距e和转速w2的增大而增大。因此在实际应用中,通过调整激振器的偏心和转速可以对金属材料工件施加交变动应力,而金属材料在交变动应力的作用下会产生位错运动。
交变动应力从零增大至峰值时,随着外加动应力的增大,金属材料位错被激发,不断释放出新位错,并在障碍物前塞积。不断增大的位错塞积群应力场使其邻近晶粒的位错有发生移动的趋势。原有应力场较大地方的塞积首先得以开通,其应力集中得以释放。交变动应力从最大值下降至零的过程中,位错塞积群的平衡状态破坏,大量的位错会由于移动过程中与其它位错交割,位错密度因此而大大增加。随着外加动应力的交变,上述过程不断重复,内应力峰值下降的同时位错不断得到增殖,而位错密度的不断增加有利于材料疲劳强度的提高。
疲劳破坏分3个阶段:裂纹萌生、裂纹扩散和瞬时断裂。金属材料的疲劳寿命主要由裂纹萌生寿命和裂纹扩展寿命2个部分组成。裂纹萌生总是先在应力最高、强度最弱的部位形成。振动处理后由于高内应力得以降低,分布均化,减小了应力集中的影响;同时位错密度增加使滑移带滑移更加困难,从而使裂纹萌生寿命增加。而材料的位错组态变化和位错密度增加,使得滑移运动阻力增大,裂纹扩展所需能量增大,使裂纹扩展寿命增加,从而提高了材料的疲劳强度,使材料性能得到强化。
1.3振动时效特点
在机械制造、航空、化工器械、动力机械等行业中,用钢、铸铁、有色合金等材料制造的各类零件成功地采用了振动时效。振动时效之所以得到各方面的普遍重视,是由于它具有如下特点:
(1) 投资少。与热时效相比,它无需庞大的时效炉,可节省占地面积与昂贵的设备投资。现代工业中的大型铸件与焊接件,如采用热时效消除应力则需建造大型时效炉,不仅造价昂贵,利用率低,而且炉内温度很难均匀,消除应力效果很差。采用振动时效可以完全避免这些问题。
(2) 生产周期短。自然时效需经几个月的长期放置,热时效亦需经数十小时的周期方能完成,而振动时效一般只需振动数十分钟即可完成。而且,振动时效不受场地限制,可减少工件在时效前后的往返运输。如将振动设备安置在机械加工生产线上,不仅使生产安排更紧凑,而且可以消除加工过程中产生的应力。
(3) 使用方便。振动设备体积小,重量轻,便于携带。由于振动处理不受场地限制,振动装置又可携至现场,所以这种工艺与热时效相比,使用简便,适应性较强。
(4) 节约能源,降低成本。在工件的共振频率下进行时效处理,耗能极小。实践证明,功率为186—746W的机械式激振器可振动150t以下的工件,故粗略计算其能源消耗仅为热时效的3%~5%,成本仅为热时效的8%~10%。
(5) 振动时效操作简便,易于实现机械化自动化。可避免金属工件在热时效过程中产生的翘曲变形、氧化、脱碳及硬度降低等缺陷,是目前唯一能进行二次时效的方法。
2、振动时效的发展及在我国的应用
振动时效起源于二次世界大战以后的欧美国家。在上世纪50年代前后,振动理论、测试技术和激振设备都得到迅速的发展。从而发现,在工件的共振频率下进行振动,可以缩短振动处理时间,消除应力和稳定精度的效果更好,能源消耗也最少。同时,出现了相应的振动设备。这种新型的振动时效工艺和设备的出现,立即受到各国的高度重视,迅速应用于生产实践中。现在,振动和控制设备日臻完善,振动时效已为十多个工业发达国家广泛采用。
美国某应力消除公司拥有350台振动时效设备,进行过5000多项振动时效处理。英国和德国对飞机装配架的焊接梁和框架普遍采用了振动时效。前苏联金属切削机床实验科学研究院将振动时效工艺推荐给各机床厂,某些重型机床厂的大件和基础零件全部采用了振动时效。
在能源紧缺、生态环境越来越恶化的形势下,高效节能减少环境污染的VSR工艺近二三十年来在国外得到迅速发展。现在,美、英、德、法、俄、加、比、罗、日等国均已不同程度地把VSR工艺应用于航空、海洋、钻探、矿山、机床、纺织、造纸、石油运输等各种轻重工业的铸、锻、焊件以及有色金属工件中。美国、德国、法国、英国都有世界知名的VSR设备制造商。
振动时效(VSR)20世纪70年代被引进我国。1974年北京机床研究所正式将VSR工艺列为研究课题,开始进行机床铸铁件应用VSR工艺及设备的研究工作,经过几年的研究,确定了VSR的基本工艺方法,肯定了VSR效果。随着研究的进行和深入,在“六五”期间VSR又被列为中国38项重点攻关任务分子项“提高机床铸件质量的研究”内容之中,由北京机床研究所负责进行VSR工艺实用性研究。按期完成研究任务,“六五”总鉴定,VSR工艺研究达到了世界先进水平。“七五”期间北京机床研究所又承担国家重点课题“消化吸收重大项目一条龙数控机床焊接构件振动时效工艺研究”。
“七五”后我国VSR工艺成熟、完备,VSR设备也达到世界先进水平,基本满足VSR工艺要求。“八五”VSR被国家科委、机电部、国务院生产办列为“八五”六大重点推广技术之一。1999年原国家经贸委又将其列入全国重点推广项目;1999年7月中国机械工程学会又成立了消除应力技术委员会,我国就有了专门研究应力与变形的国家级学术组织;2000年原国家经贸委又将新一代VSR设备列为国家级重点技术创新项目;2001年原国家经贸委立项支持标准制修订工作,同年8月中国机械工业联合会发布文件,正式将振动消除应力技术纳入机床制造标准,接着将把振动消除应力技术制修订到铸、锻、焊基础件以及各制造业制造标准。2003年全国科协大会选定振动时效作为大会宣读论文。在2008年,国防科工委又颁布了振动时效。这一切为振动消除应力技术的发展和应用起到了极大的推动作用。
VSR在中国从无到有,现在已有几千台VSR设备在我国的机床、模具、锻压、铸造、木工、航空、航天、冶金、矿山、铁道、造船、纺织、核电站等行业运行。
但因为传统的振动时效还存在着诸多的问题,始终没有被大多数企业纳入正式的工艺流程,在国内外机械制造领域仍普遍采用热时效处理方式。
3、频谱谐波技术在振动时效领域的应用
振动时效技术虽然在高效、节能、环保等方面有着非常明显的优势,但传统的振动时效技术也就是亚共振技术也确实存在着几十年未能解决的技术难题,无法纳人正式的工艺生产流程,始终没有受到广泛企业的认可,未得到大规模的应用。
在振动时效技术的继续提高上,各国的研究者把如何提高激振器的转速,以期解决高刚性材料的找频问题,以及如何合理地制定各种工件的振动工艺方案作为了主要研究和突破方向。但似乎进入了一个技术瓶颈,电动机转速的提高面临着诸多的技术难题,新材料、新设备的不断出现,也使工艺方案的制定变得纷繁复杂。
同时,也没有解决振动时,需要电动机在高转速运行所产生的噪声大;工作电流高,电动机发热的问题。
振动时效在20世纪的后二三十年进入了一个发展缓慢的阶段,但随着电子设备的快速发展,在控制器方面逐渐从简单的人工控制发展到单片机,再到电脑控制,使用设备控制,使用监控越来越方便快捷,但关键性的问题——覆盖面低、噪声高、振型少、应力消除效果不好、工艺方案人工干预较多、制定复杂的问题没有得到实质性的解决。
振动时效在企业的应用也进入了一个低潮期。原先购置的设备,或者闲置,或者只能在实验室里作为实验研究课题用机。高污染、高能耗的热时效炉继续被沿用下来。振动时效留给企业的似乎只有阴影。
在21世纪初,一种新的振动时效技术——频谱谐波技术在中国出现了,它摒弃了原有振动时效技术攻关方向,突破了原有的技术瓶颈。因为其独有找频方式与处理频率,被称为频谱谐波技术。
频谱谐波技术不再沿用原有的扫频方式,而是通过傅立叶方法对工件进行频谱分析找出工件的几十种谐波频率,在这几十种谐波频率中优选出对消除工件残余应力效果最佳的5种不同振型的谐波频率进行时效处理,达到多维消除应力提高尺寸精度稳定性的目的。
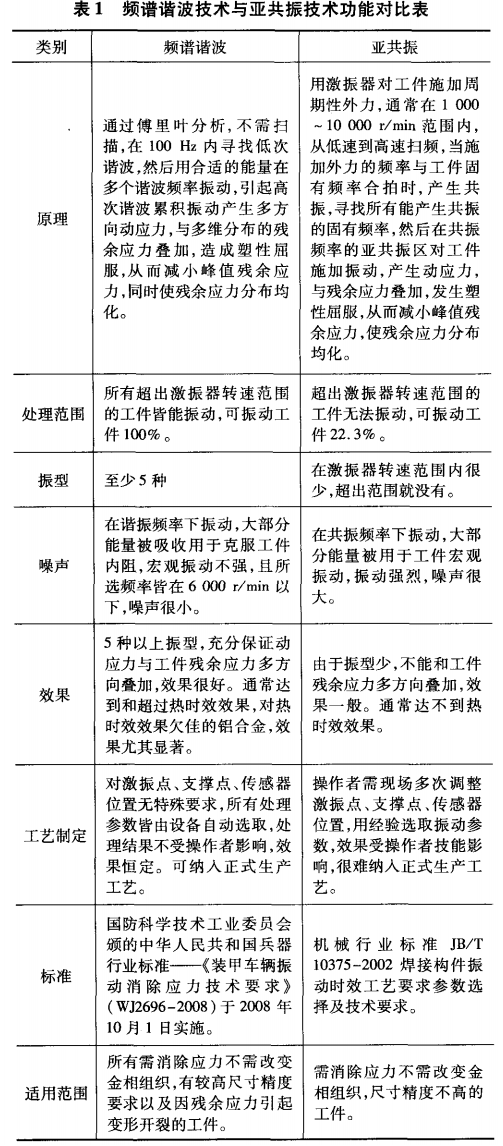
频谱谐波方式不论工件大小、频率刚性高低、材料特性,均能找出5种不同振型的谐波峰。不受激振器的转速范围限制,对激振点和拾振点无特殊要求,能够处理亚共振无法处理的高刚性、高固有频率工件,能够满足对尺寸精度要求高的工件,振动噪声低,在机械行业的覆盖面已达到100%。处理的转速全部在6000r/rain以下,也解决了亚共振设备噪声高的问题(表1)
这种新技术的专利发明人是北京翔博科技,他们生产的采用频谱谐波技术的“领航者消除应力专家系统”已经率先在中国航空、航天、兵器等高精尖行业得到了充分应用,解决了行业多年困扰的问题,被纳入正式的工艺定型方案。
4、振动时效应用的未来
近年来,节约能源、减少排放已经成为各国政府的重点工作。
今年全国两会,“碳达峰”“碳中和”备受关注。国务院总理李克强在政府工作报告中提出,要扎实做好碳达峰、碳中和各项工作,制定2030年前碳排放达峰行动方案。
在机械制造行业,一些明显高能耗、高污染的工艺手段,会受到很大的限制。振动时效有着热时效不可比拟的节能减排优势,而且在其他方面也有部分优于热时效。而频谱谐波技术在振动时效领域的应用,使振动时效取代热时效已经成为可能,而且是必然发展方向。








