

【案例】薄壁件加工变形解决方案
发布时间:2020/11/16
薄壁件是航空航天、精密仪器等高端制造领域中普遍存在典型零件,往往需要经过成型、焊接、车铣削加工等复杂漫长的工艺过程。
这些薄壁件在锻造及热处理过程中获得高强度高韧性的同时,也造成毛坯中产生较大的内应力,在后续切削加工过程中,由于残余应力的释放会发生加工变形,从而影响其结构精度。
本案例中,试件在半精加后出现变形,精度无法达到验收标准,客户希望能找到变形原因,同时寻求解决方案,以便优化工艺流程。
企业名称:某知名航空发动机集团
试件问题:试件经过环形轧制、热处理后出现变形,精度无法达到验收标准,故寻求变形解决方案。
解决方案:本项目通过残余应力检测+仿真技术+振动时效结合,对该试件的残余应力进行消除与均化,最后通过X射线无损检测,对上述时效工艺处理效果进行量化评价。

解决步骤:
1、通过后台的仿真与检测支持,预测初始残余应力的并定位时效目标,结果如下:
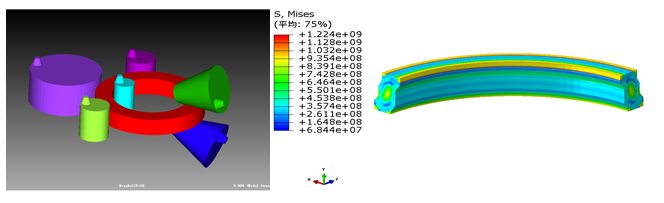
图表 1 环形试件轧制仿真(左)及残余应力预测结果
2、根据仿真结果预测,应用模态宽频定位时效技术,对该试件的残余应力进行消除与均化。

图表 2 模态宽频时效设备
3、利用理学AutoMATE Ⅱ型大功率微区应力仪对时效后的试件进行二次检测,绘制应力云图,进行对比。
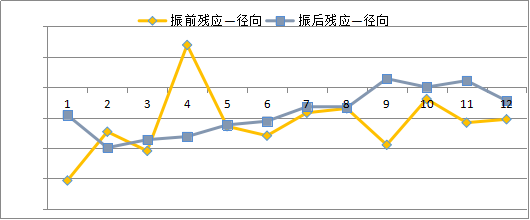
图表 3 模态宽频定位时效前后试件测点径向残余应力变化对比图
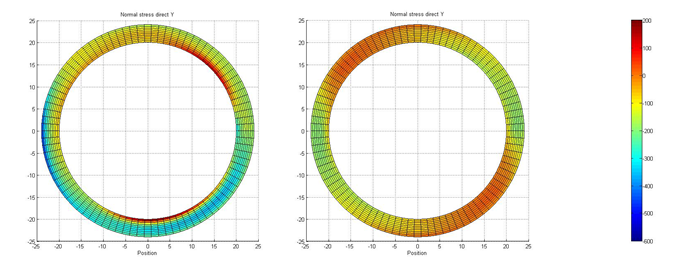
图表 4 模态宽频定位时效前(左)后(右)残余应力云图对比
结论:
1、环形试件90°方向(径向)残余应力是引起挡板加工变形的主要因素,振动前后径向残余应力下降率为34.89%,应力均化度为49.11%,达到了预期的时效目标。
2、模态宽频定位时效技术,针对航空航天等高端制造业的薄壁件加工变形问题,很大程度上可以替代常规的热处理时效工艺,对于铝合金及非时效强化型合金优势尤为明显。








